




图1 2022年交付的 全自动SF6/N2 混气回收分离装置
图2
图3
图4
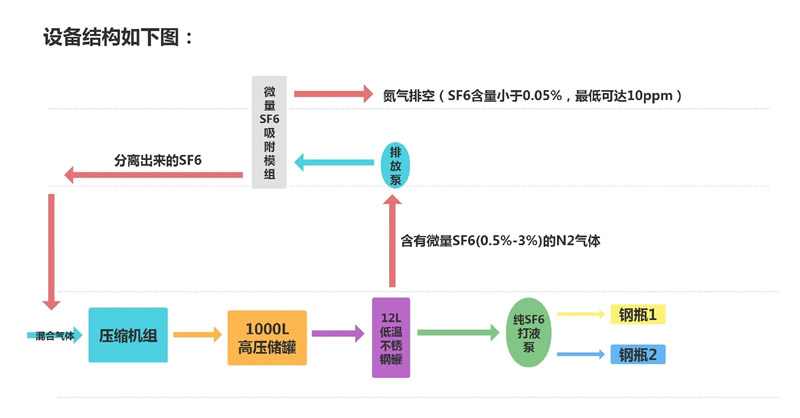
SF6/N2 混气回收分离装置
欢迎租赁欢迎试用,一见高下;
完全有别于行业常用的膜分离回收技术,我公司自行开发的“膜组+低温提纯”技术。低温冷冻为主,膜分离为主。其优点在于:
无论何种比例的SF6都能处理,0-100%都行。
•纯度保证,采用低温固化法,回收分离后SF6纯度≧99.99%以上的。
(注意:只有纯度99.99%的SF6气体才可以用于混气配气循环使用)

●符合排放要求:尾气模组吸附,吸附后排出SF6的浓度≦100ppm。
设备参数
| 形式 | 无油活塞风冷 | ||
| 理论排气量 | m3/h | 30 | |
| 最大排气压力 | MPa | 5 | |
| 允许排气压力 | MPa | 4.5 | |
| SF6压缩机 | 最小允许吸气压力 | KPa | 53 |
| (国产无油) | 最大允许吸气压力 | MPa | 0.5 |
| 最高排气温度 | ℃ | 130 | |
| 功率 | KW | 11 | |
| 电源 | 3Φ 380V 50Hz | ||
| 抽气速率 | m3/h | 50 | |
| 负压回收泵 | 极限真空 | Pa | ≤50 |
| 国产 | 润滑油 | 无 | |
| 功率 | KW | 3 | |
| 电源 | 3Φ 380V 50Hz | ||
| 数显真空计 | 上海 | ||
| 阀门 | 美国tony | ||
| 压力传感器 | 上海 | ||
| 低温模组 | 上海 | ||
| 灌瓶装置 | 天津 | m3/h | 3 |
| 真空泵 | 上海 | m3/h | 63 |
| 贮存容器 | 苏州 | M³ | 1(碳钢) |
| 分离容器 | 苏州 | M³ | 0.12(不锈钢) |
| 触摸屏 | 国产 | 寸 | 18 |
| 远程控制系统 | 国产 | 内置远程控制系统,可无线远程控制和监管系统,可实现手机,电脑等操控 |

图5 2021年交付的 全自动SF6/N2混气回收分离装置
目前市场上常见的SF6混气回收分离装置一般采用进口膜组技术
我们在应用中发现进口膜组技术具有以下致命缺点:
以上图中可以看到直接采用进口模组膜透的缺点:
第一流量必须稳定,不得大于10m3/h。那就得用一个高等级的流量计来控制,流量计又会受到设备振动,环境温度,气体温度,气源压力等多方面影响,当产品被回收时内部压力越来越低,流量计就要实时调整开启度,非常难以稳定的控制,而流量不稳定将导致出口SF6纯度不稳定、导致氮气排气口的SF6含量偏高。甚至模组损坏!
第二压力稳定,图中可以看出要求模组入口和SF6出口压力均为1.4Mpa,但是压缩机排气压力会有波动,这个很难控制,另外模组3出口的压力也要装一个手动控制的调节阀,通过手动来控制模组的内部压力,非常繁琐,而且如果压力控制不好模组也容易损坏!
第三、温度要求(要求40℃⼠1℃),那么就要加装温度控制器,那么问题又来了,压缩机的排气温度是随着压力变化而变化的,也是随着环境温度变化而变化的,夏天压缩机排气温度达到40℃以上,就得速度制冷,冬天就可能不到40℃,还得拼命升温,这个太复杂!
第四、对混合气体的清洁度,含水度等等气源也有较高的要求。
因此综上所诉,如果采用直接膜透的进口膜组的工艺,有以下风险:
1、不稳定、难伺候;对操作人员素质要求极高。
2、使用成本极高;
3、设备不皮实,只能是属于实验室级别,不能达到商品化的级别;
4、设备不具备通用性,只能回收混合气体,不能回收纯气,只能回收指定比例的SF6混合气体;
5、如果要达到稳定的SF6出口高纯度,后级还是要加低温制冷,重复投资!
进口膜组的技术状态,和我们SF6混合气体分离设备的现状相契合。
有个别的样机;
尚无商业化应用;以下是我们交付设备的一些图片和视频






液化灌钢瓶





 客服1
客服1